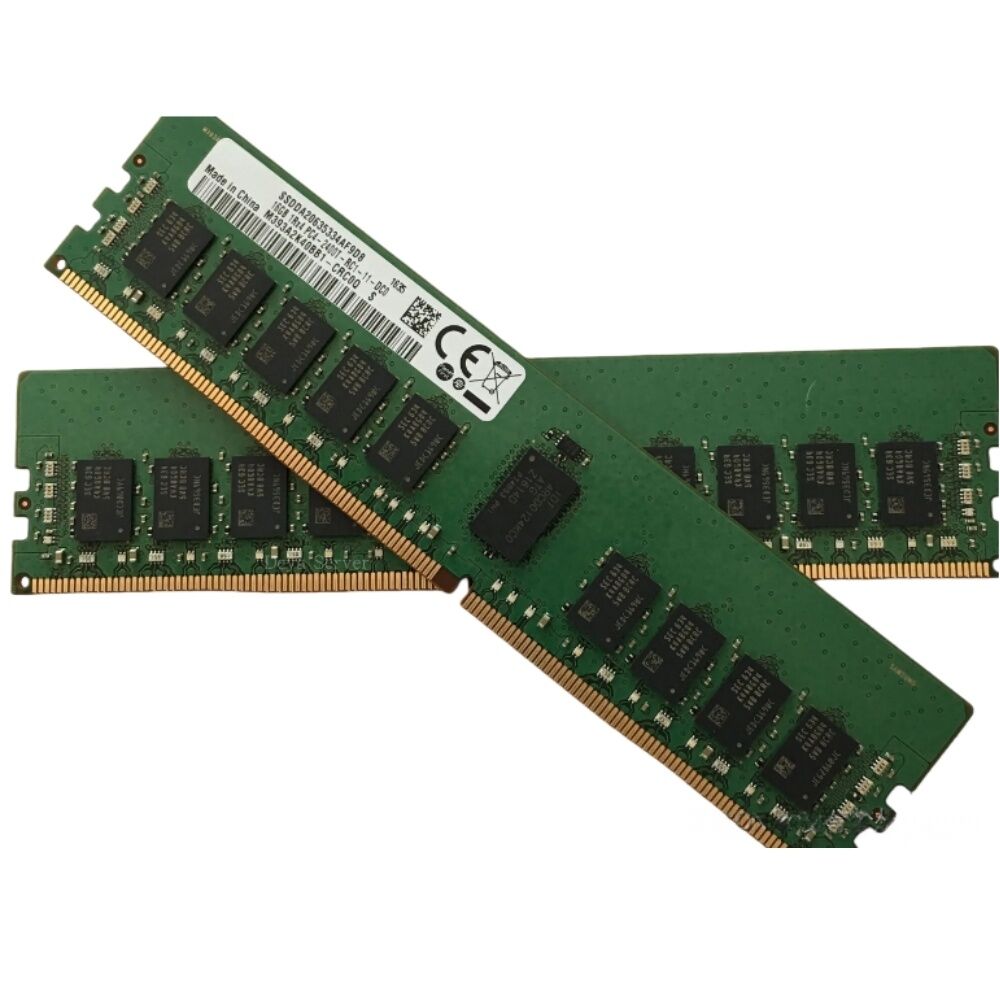
mémoire vive industrielle
La mémoire vive industrielle représente une catégorie spécialisée de mémoire à accès aléatoire conçue spécifiquement pour des environnements de fonctionnement sévères et des applications critiques. Contrairement aux modules de mémoire grand public, la mémoire vive industrielle fait l’objet de procédures rigoureuses de test et de validation afin d’assurer des performances fiables sur des plages étendues de températures, dans des conditions d’humidité variables et dans des environnements opérationnels exigeants. Ce type de mémoire constitue l’élément fondamental de nombreux systèmes d’automatisation industrielle, équipements de fabrication et plateformes informatiques embarquées, où toute défaillance du système peut entraîner des perturbations opérationnelles importantes et des pertes financières substantielles. Les fonctions principales de la mémoire vive industrielle comprennent le stockage des données, la récupération rapide des informations et le soutien d’un fonctionnement fluide des ordinateurs industriels et des systèmes de commande. Ces modules mémoire présentent des caractéristiques de durabilité renforcée leur permettant de résister aux vibrations, aux interférences électromagnétiques et aux fluctuations de température couramment observées sur les lignes de production, dans les installations extérieures et d’autres environnements contraignants. Les caractéristiques technologiques de la mémoire vive industrielle incluent des capacités de correction d’erreurs, un support étendu du cycle de vie et une qualité supérieure des composants par rapport aux solutions mémoire standard. De nombreux modules de mémoire vive industrielle intègrent des algorithmes avancés de détection et de correction d’erreurs, capables d’identifier et de résoudre automatiquement les problèmes de corruption des données, garantissant ainsi l’intégrité des données tout au long du cycle de vie opérationnel. Le processus de fabrication implique des mesures strictes de contrôle qualité, notamment des tests de vieillissement accéléré (burn-in), des cycles thermiques et des protocoles de validation complets qui vérifient la cohérence des performances dans les plages de paramètres opérationnels spécifiées. Les applications de la mémoire vive industrielle couvrent des secteurs variés tels que l’automatisation de la fabrication, les systèmes de transport, la gestion de l’énergie, les infrastructures de télécommunications et les systèmes de commande des procédés. Dans les environnements manufacturiers, cette mémoire permet aux automates programmables (API), aux interfaces homme-machine (IHM) et aux systèmes robotisés d’exécuter des opérations complexes avec précision et fiabilité. Dans le domaine des transports, la mémoire vive industrielle est utilisée dans les systèmes de gestion du trafic, les réseaux de commande ferroviaire et les équipements de fabrication automobile, où des performances constantes ont un impact direct sur la sécurité et l’efficacité opérationnelle.



![[Annonce Urgente]](https://shopcdnpro.grainajz.com/category/369067/2823/24f53eb2cfe445a5ce2ceed47adc2ef9/a0748799-b14b-4645-bac8-0af04099f8c0.jpg)