industrial ram memory
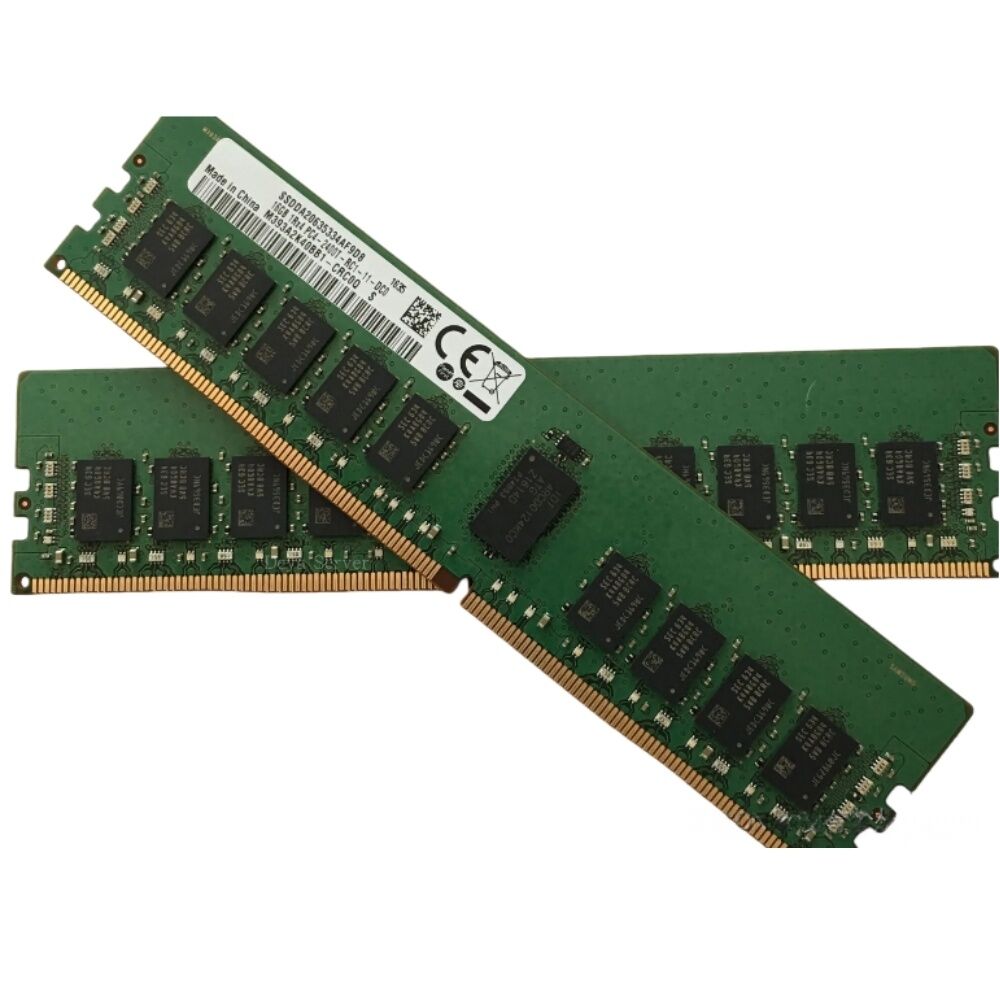
Industrial ram memory represents a specialized category of random access memory designed specifically for harsh operating environments and mission-critical applications. Unlike consumer-grade memory modules, industrial ram memory undergoes rigorous testing and validation processes to ensure reliable performance across extended temperature ranges, varying humidity levels, and demanding operational conditions. This type of memory serves as the backbone for numerous industrial automation systems, manufacturing equipment, and embedded computing platforms where system failures can result in significant operational disruptions and financial losses. The primary functions of industrial ram memory include data storage, rapid information retrieval, and seamless system operation support for industrial computers and control systems. These memory modules feature enhanced durability characteristics that enable them to withstand vibrations, electromagnetic interference, and temperature fluctuations commonly found in factory floors, outdoor installations, and other challenging environments. Technological features of industrial ram memory encompass error correction capabilities, extended lifecycle support, and superior component quality compared to standard memory solutions. Many industrial ram memory modules incorporate advanced error detection and correction algorithms that identify and resolve data corruption issues automatically, ensuring data integrity throughout the operational lifecycle. The manufacturing process involves stringent quality control measures, including burn-in testing, temperature cycling, and comprehensive validation protocols that verify performance consistency across specified operating parameters. Applications for industrial ram memory span across diverse sectors including manufacturing automation, transportation systems, energy management, telecommunications infrastructure, and process control systems. In manufacturing environments, this memory enables programmable logic controllers, human-machine interfaces, and robotic systems to execute complex operations with precision and reliability. Transportation applications utilize industrial ram memory in traffic management systems, railway control networks, and automotive manufacturing equipment where consistent performance directly impacts safety and operational efficiency.



![[Urgent Announcement]](https://shopcdnpro.grainajz.com/category/369067/2823/24f53eb2cfe445a5ce2ceed47adc2ef9/a0748799-b14b-4645-bac8-0af04099f8c0.jpg)