memory card supplier
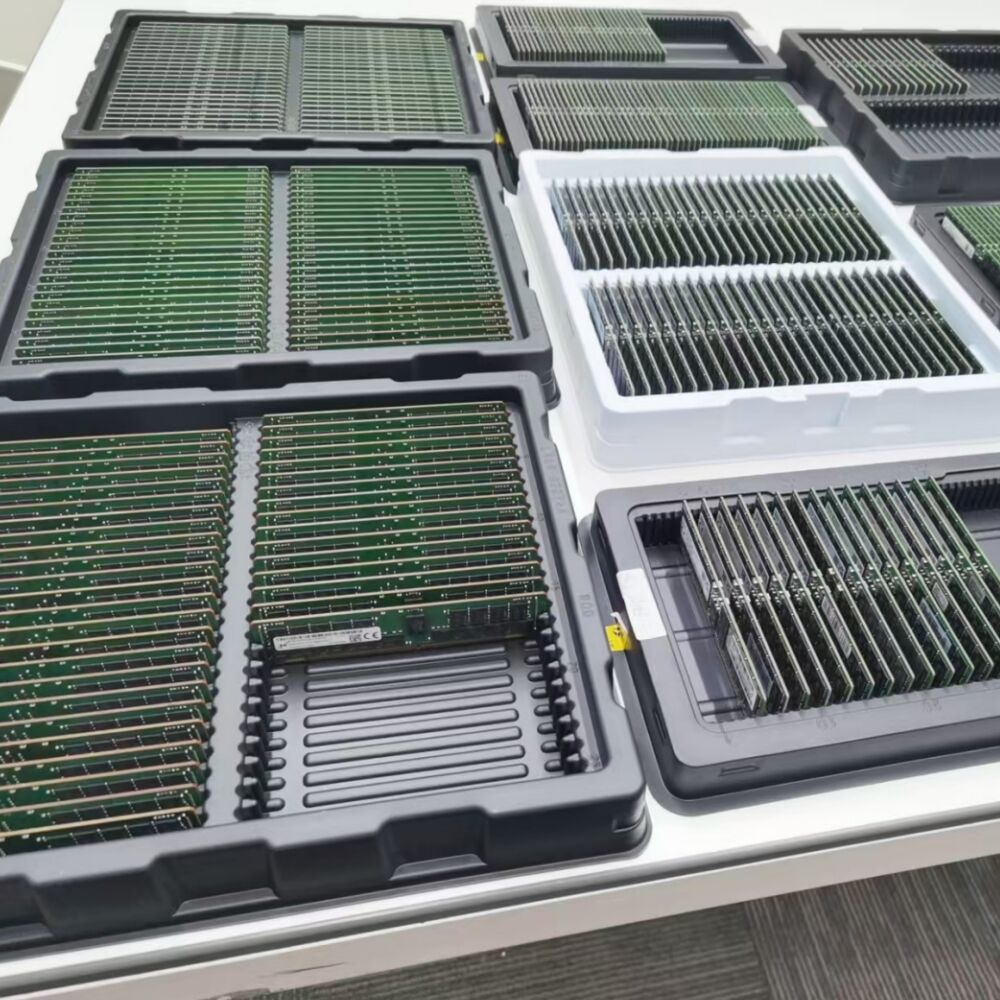
A memory card supplier serves as a critical bridge between manufacturers and end-users, providing comprehensive solutions for digital storage needs across multiple industries and applications. These specialized companies focus on sourcing, distributing, and supporting various types of memory cards including SD cards, microSD cards, CompactFlash cards, and emerging storage formats. The primary function of a memory card supplier extends beyond simple product distribution to encompass technical consultation, bulk procurement services, custom packaging solutions, and after-sales support. Modern memory card suppliers leverage advanced supply chain management systems to ensure consistent product availability while maintaining competitive pricing structures. Their technological expertise encompasses understanding storage capacity requirements, speed classifications, durability standards, and compatibility specifications across different device ecosystems. These suppliers typically maintain extensive inventories of memory cards ranging from basic consumer-grade products to industrial-grade solutions designed for harsh environmental conditions. The application scope covers consumer electronics, professional photography equipment, surveillance systems, automotive infotainment systems, medical devices, and industrial automation equipment. Quality assurance represents a fundamental aspect of their operations, involving rigorous testing protocols to verify product authenticity, performance benchmarks, and reliability standards. Many memory card suppliers also provide value-added services such as data recovery consultation, bulk formatting services, and custom labeling options. Their market intelligence capabilities enable them to anticipate technology trends, helping customers make informed purchasing decisions. The supplier ecosystem includes partnerships with major manufacturers, enabling access to latest product releases and exclusive distribution arrangements. Technical support services often include compatibility verification, performance optimization guidance, and troubleshooting assistance. Risk management strategies involve maintaining diversified supplier networks to mitigate potential disruptions while ensuring consistent product quality and delivery schedules.








![[Urgent Announcement]](https://shopcdnpro.grainajz.com/category/369067/2823/24f53eb2cfe445a5ce2ceed47adc2ef9/a0748799-b14b-4645-bac8-0af04099f8c0.jpg)