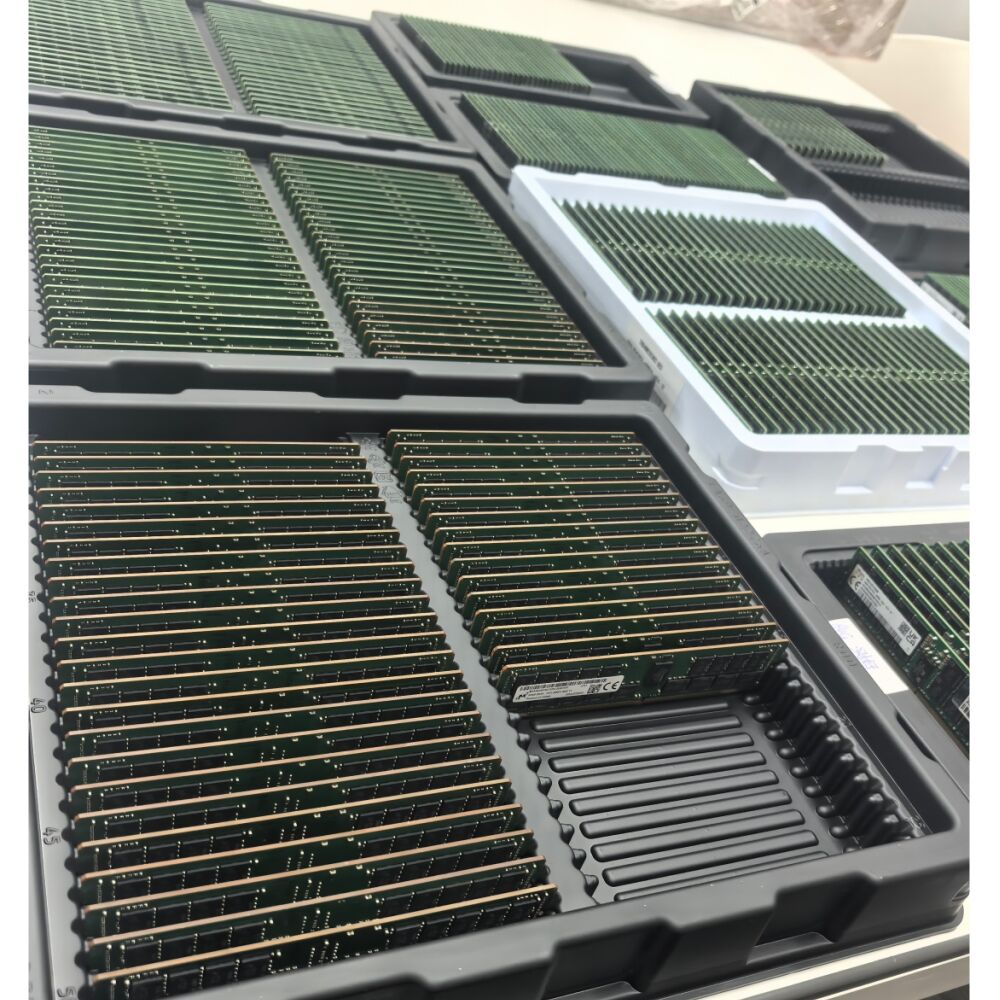
industrial memory card
An industrial memory card represents a specialized storage solution engineered to withstand the demanding conditions found in manufacturing facilities, automation systems, and harsh operational environments. Unlike consumer-grade memory cards designed for cameras and phones, an industrial memory card incorporates advanced technologies and rugged construction to deliver reliable data storage in extreme temperatures, high-vibration settings, and electrically noisy environments. These storage devices typically feature enhanced durability specifications, including extended temperature operating ranges from -40°C to +85°C, superior shock and vibration resistance, and electromagnetic interference protection. The industrial memory card utilizes sophisticated error correction algorithms and wear-leveling techniques to maintain data integrity over extended operational periods. Key technological features include single-level cell or multi-level cell NAND flash memory architectures, advanced controller chips with enhanced data management capabilities, and specialized firmware optimized for industrial applications. The cards often incorporate power-fail protection mechanisms, ensuring data safety during unexpected power interruptions common in industrial settings. Industrial memory cards support various form factors including CompactFlash, SD, microSD, and proprietary formats designed specifically for embedded systems. These devices excel in applications such as programmable logic controllers, human-machine interfaces, industrial computers, robotics systems, surveillance equipment, transportation systems, and medical devices. Manufacturing processes for industrial memory cards involve stringent quality control measures, including burn-in testing, temperature cycling, and accelerated aging procedures to validate long-term reliability. The cards typically feature enhanced data retention capabilities, maintaining stored information for years without power while supporting millions of program-erase cycles. Industrial memory card solutions often include specialized software utilities for health monitoring, performance optimization, and predictive maintenance capabilities, enabling proactive system management in critical applications.









![[Urgent Announcement]](https://shopcdnpro.grainajz.com/category/369067/2823/24f53eb2cfe445a5ce2ceed47adc2ef9/a0748799-b14b-4645-bac8-0af04099f8c0.jpg)