industrial grade ram
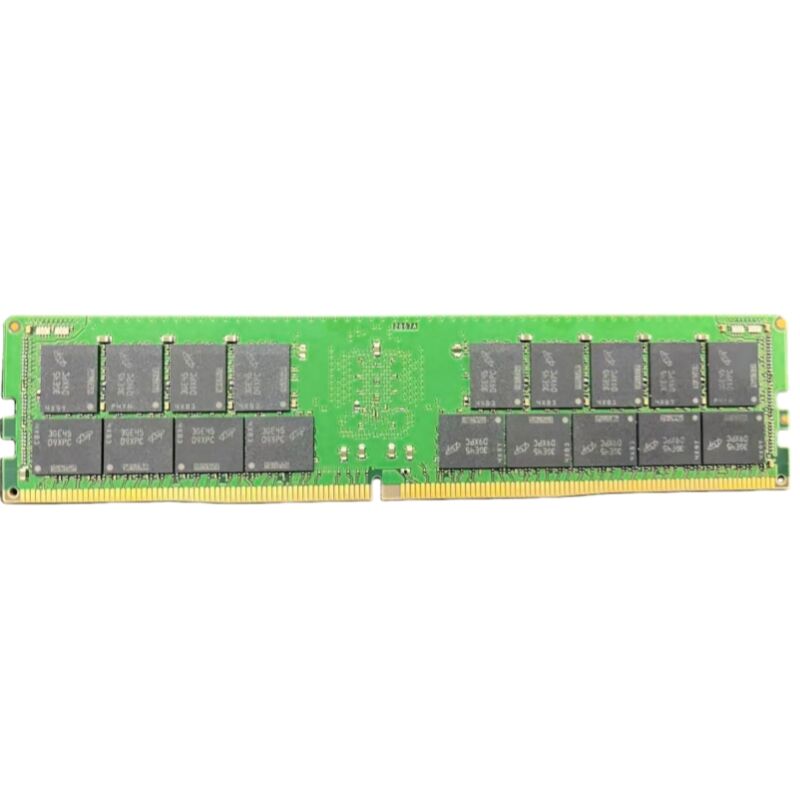
Industrial grade RAM represents the pinnacle of memory technology designed specifically for demanding commercial and industrial environments. Unlike standard consumer memory modules, industrial grade RAM undergoes rigorous testing and manufacturing processes to ensure reliable performance under extreme conditions. These specialized memory components serve as the backbone of critical systems where failure is not an option, providing essential data storage and processing capabilities for mission-critical applications. The primary function of industrial grade RAM involves storing and retrieving data at high speeds while maintaining stability across varying environmental conditions. This memory technology features enhanced error correction capabilities, superior temperature tolerance, and extended operational lifespans compared to conventional RAM modules. Industrial grade RAM typically operates within wider temperature ranges, from negative forty degrees Celsius to positive eighty-five degrees Celsius, making it suitable for harsh environments including manufacturing floors, outdoor installations, and transportation systems. The technological architecture incorporates advanced error-correcting code mechanisms that detect and correct single-bit errors automatically, preventing system crashes and data corruption. These modules often feature buffered designs that improve signal integrity and reduce electromagnetic interference, crucial factors in industrial settings with heavy machinery and electrical noise. Applications for industrial grade RAM span across numerous sectors including aerospace, defense, telecommunications, medical equipment, and industrial automation. In aerospace applications, this specialized memory ensures flight control systems remain operational during extreme altitude and temperature variations. Defense systems rely on industrial grade RAM for radar processing, communication equipment, and weapon guidance systems where reliability directly impacts mission success. Telecommunications infrastructure depends on these robust memory modules for network switches, base stations, and data centers that require continuous uptime. Medical devices incorporate industrial grade RAM in diagnostic equipment, patient monitoring systems, and surgical instruments where precision and reliability are paramount. Industrial automation systems utilize this memory technology in programmable logic controllers, robotic systems, and manufacturing execution systems that control production processes around the clock.